
Оставьте заявку на консультацию
Станки ЧПУ
Российское производство станков любой сложности. Индивидуальное изготовление под ваши задачи, любые нестандартные решения.
12 лет разрабатываем станки
Смотреть видео работы станка
Собственное производство 1300 м² и 5 цехов
Прямые гарантии от нас, как от завода-изготовителя
Пишем ПО под ваши задачи
Обучаем управлению станка на первом запуске
У ЧПУ станков широкая сфера применения: от гравировального бизнеса и изготовления мебели до создания океанариумов, самолетов, поездов и других изделий тяжелой промышленности.
ЧПУ станок может обрабатывать практически любые материалы — начиная от пены, дерева, пластика и заканчивая цветными металлами, сталью и чугуном.
Наша компания производит ЧПУ станки и обрабатывающие центры с рабочим полем от 1500х1500мм для обработки дерева, пластика и цветных металлов.
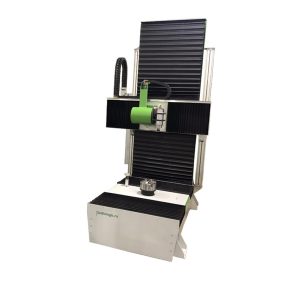
Пяти осевой ЧПУ станок для обработки тел вращения из различных материалов – пенопласт, дерево, металл
– размер стола 700х700 мм
– ход по высоте 1500 мм
– максимальный габарит заготовки: диаметр 700 мм, высота 1500 мм
– сервопривода Delta
– шпиндель 5.5 кВт HSD (Италия) с керамическим подшипниками

Вертикальный обрабатывающий центр (фрезеровочный станок с чпу) G-2130-3S-t является универсальным станком для обработки алюминия и любых других материалов
– размер стола 1300х3000 мм
– ход по вертикальной оси Z=350 мм
– шпиндель 11 к Вт
– Максимальная частота вращения шпинделя 18000 об/мин

ЧПУ станок для фрезеровки и гравировки дерева , МДФ, пластика, алюминия. Для перемещения по всем осям используются современные сервомоторы, планетарные редукторы, реечные передачи

5 ти осевой станок ЧПУ для сложных форм
– размер рабочего поля 2000х8000 мм. Стол: фанерный с Т пазами
– ход по осям XYZ: 2900x8900x1100 мм
– максимальный габарит заготовки: 2000х8000х1000 мм
– шпиндель 5.5 кВт HSD (Италия) с керамическим подшипниками
– двухосевая поворотная голова на базе японских волновых редукторов

Универсальный вертикальный гравировально-фрезерный ЧПУ станок (центр) для производства мебели, рекламы G-1330-3V
– размер стола 1300х3000 мм
– вертикальная ось Z=350 мм
– шпиндель 5.5 кВт HSD (Италия)

Трехосевой ЧПУ станок с большим вакуумным рабочим полем 2100х3000 мм для раскроя нестинга G-2130-3V с системой ЧПУ Mach3 является многофункциональным станком для нестинга с возможностью выполнения различных операций: гравировка, фрезеровка.
– размер стола 2100х3000 ммa
– рабочий стол: вакуумный
– шпиндель 5.5 кВт HSD (Италия)

5 осный станок чпу
– размер рабочего поля 1000х2000 мм. Стол: фанерный с Т пазами
– ход по осям XYZ: 1900x2900x1100 мм
– максимальный размер заготовки: 1000х2000х1000 мм
– централизованная автосмазка

Вертикальный фрезерный ЧПУ станок (центр) G-1330-3 является универсальным станком для деревообрабатывающей отрасли. Наиболее часто используется в мебельной, рекламной промышленности
– размер стола 1300х3000 мм
– шпиндель 5.5 кВт HSD (Италия)

Гравировально фрезерный чпу станок по дереву с поворотной токарной ось G-1330-4R, которая выполнена на базе волнового редуктора Nabtesco.
– размер стола 1300х3000 мм
– вертикальная ось Z=450 мм
– шпиндель 5.5 кВт HSD (Италия)

ЧПУ станок 3 координатный с большой рабочей областью для гравировки и фрезеровки G-2130-3.
– размер стола 2100х3000 мм
– вертикальная ось Z=350 мм
– рабочий стол: фанерный
– шпиндель 5.5 кВт HSD (Италия)

Фрезерный станок cnc для раскроя деревянных брусков, фанеры, мдф G-2141-4 с циркулярной (дисковой) пилой.
– размер стола 2100х4100 мм
– ход по оси Z=450 мм
– шпиндель 10 кВт HSD (Италия) с керамическим подшипниками

4х осевой станок чпу фрезер с вакуумным столом, наклоном шпинделя, автосменой инструмента G-2130-4VS подходит для обработки как больших, так и маленьких заготовок, для раскроя по технологии нестинга, для 3д обработки с использованием поворота шпинделя +- 90 градусов
– размер стола 2100х3000 мм
– ход по вертикальной оси Z=450 мм
– шпиндель 9 кВт с керамическим подшипниками
– автоматическая смена инструмента

Вертикальный фрезерный обрабатывающий центр с большим рабочим столом для фрезеровки G-2141-4VS. Станок может применятся как для узкоспециализированных задач, так и для задач широкого профиля
– размер стола 2100х4100 мм
– ход по вертикальной оси Z=450 мм
– поворотная ось шпинделя на базе японского волнового редуктора

Фрезеровальный станок с ЧПУ 3х осевой с автосменой и большим вакуумным столом для нестинга G-2130-3VS. Портальный станок на сервоприводах, способный работать в 2-3 смены, выполнен с запасом прочности для работы на промышленных производствах
– размер стола 2100х3000 мм
– ход по вертикальной оси Z=350 мм
– шпиндель 9 кВт с керамическим подшипниками
– автоматическая смена инструмента

У нас полный цикл производства ЧПУ станков и обрабатывающих центров. Производим станки с рабочим полем от 1.5 до 10 метров в длину, есть станок с 11 осями
Стоимость станков варьируется от 1.5 до 20 млн рублей.
Для просчета станка нужно максимально подробно описать что вы хотите
– техническое задание в свободной форме
– фото, чертежи заготовок и изделий с указанием максимальных размеров заготовки, ее материала,
– требуемой производительность станка
– если есть видео станка, на который вы ориентируетесь, то пришлите его на электронную почту.
Возможно приехать на производство и обсудить возможность создания станка с техническим руководителем. Данный способ начала сотрудничества является самым продуктивным, как показала практика.

– размер рабочего поля 1000х2000 мм. Стол: фанерный с Т пазами
– ход по осям XYZ: 1900x2900x1100 мм
– шпиндель 5.5 кВт HSD (Италия) с керамическим подшипниками
– двухосевая поворотная голова на базе японских волновых редукторов
– централизованная автосмазка

Вертикально фрезерный станок с ЧПУ для 3д моделей людей, фигур, столбов с повортной токарной осью G-1320-4t.
– размер стола 1300х2000 мм
– максимальный габарит заготовки (диаметр, длина): 1200х2000 мм
– ход по вертикальной оси Z=600 мм

Для быстрого и точного отматывания мерных кусков ПВХ пленок для мебельных фасадов, мы предлагаем стационарный станок штатив, оборудованный электронно-счетным устройством, с помощью которого уменьшается трудоемкость отмеривания пленки при продаже на “отрез”.
Удобные направляющие для ножа, расположенные с двух сторон, гарантируют перпендикулярный и ровный отрез пленки от основного рулона.

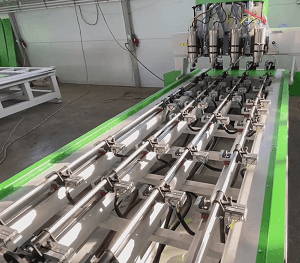
4х осевой ЧПУ станок (Вертикально фрезерный обрабатывающий центр) G-0275-4S-6K с 6 ЧПУ позиционируемыми консолями по заданной программе с пневматическими зажимами заготовки
– размер стола 200х7500 мм
– ход по вертикальной оси Z=450 мм
– шпиндель 9 кВт с керамическим подшипниками
Деревообрабатывающий ЧПУ станок с автосменой инструмента G-1330-4S с наклонной осью на базе японского волнового редуктора позволяет выполнять 3д обработку заготовок, для различных производств
– размер стола 1300х3000 мм
– вертикальная ось Z=450 мм
– шпиндель 9 кВт с керамическим подшипниками

Четырехкоординатный ЧПУ станок с поворотным шпинделем G-1330-4VS для фрезеровки по мдф, дереву, фанере, и другим материалам. Используется для гравировки, раскроя, резки, нестинга в мебельной, рекламной, автомобильной, литейной отраслях, для производства игрушек.
– размер стола 1300х3000 мм
– ход по оси Z=450 мм
– рабочий стол: вакуумный
– шпиндель 9 кВт с керамическим подшипниками

Пятиосный станок ЧПУ для производства моделей под литье, формовку
– рабочее поле 1000х2000 мм
– ход по осям XYZ: 1900x2900x1100 мм
– максимальный габарит заготовки при 5ти осевой обработке: 1000х2000х1000 мм
– сервопривода Delta
– рабочий стол: фанерный с Т пазами
– шпиндель 5.5 кВт HSD (Италия) с керамическим подшипниками
– двухосевая поворотная голова на базе японских волновых редукторов
– централизованная автосмазка
Вертикально фрезерный обрабатывающий центр с ЧПУ – Станок с ЧПУ 3х осевой с 4 шпинделями и 32 подвижными консолями для фиксации заготовок в требуемых местах.
– размер стола 1800х3000 мм
– ход по вертикальной оси Z=250 мм
– шпиндель 5 кВт 6 полюсов для высокого момента для обработку алюминия

Станок чпу 5 осевой по дереву
– рабочее поле 2000х3000 мм
– ход по осям XYZ: 2900x3900x1100 мм
– максим. габарит заготовки при 5ти осевой обработки: 2000х3000х1000 мм
– сервопривода Delta
– рабочий стол: фанерный с Т пазами
– шпиндель 5.5 кВт HSD (Италия) с керамическим подшипниками
– двухосевая поворотная голова на базе японских волновых редукторов
– централизованная автосмазка

5 осевой ЧПУ фрезер для фрезеровки 3д моделей в авиационной, вертолетной промышленности, при производстве яхт, кораблей и катеров, автомобилей
– рабочее поле 2000х8000 мм
– ход по осям XYZ: 2900x8900x1100 мм
– максим. габарит заготовки при 5ти осевой обработки: 2000х8000х1000 мм
– сервопривода Delta
– рабочий стол: фанерный с Т пазами
– шпиндель 5.5 кВт HSD (Италия) с керамическим подшипниками
– двухосевая поворотная голова на базе японских волновых редукторов

Для быстрого и точного отматывания мерных кусков ПВХ пленок, мы предлагаем стационарный штатив, оборудованный электронно счетным устройством, с помощью которого уменьшается трудоемкость отмеривания ПВХ пленки при продаже на “отрез”.

Фрезерный чпу станок для работы с гнутыми и прямыми кухонными фасадами G-2130-4VSL (Вертикальный фрезерный центр) и других операций.
– размер стола 2100х3000 мм
– ход по вертикальной оси Z=450 мм
– шпиндель 9 кВт с керамическим подшипниками

Фрезерно гравировальный станок чпу для производства прямых, гнутых, радиусных мдф мебельных фасадов G-1330-4VSL
– размер стола 1300х3000 мм
– ход по оси Z=450 мм

Универсальный обрабатывающий центр – фрезерно гравировальный по дереву
– размер рабочего поля 2000х4000 мм. Стол с Т пазами из сплошной дюралевой плиты
– ход по оси Z = 1100 мм
– сервопривода Delta с абсолютными энкодерами!
– цифровая стойка ЧПУ Delta NC311
– двухосевая поворотная голова на базе японских волновых редукторов

Трехосевой ЧПУ станок с большим вакуумным рабочим полем 2100х3000 мм для раскроя нестинга G-2130-3VP с системой ЧПУ Pumotix является многофункциональным станком для нестинга с возможностью выполнения различных операций: гравировка, фрезеровка. Станок портального типа многоцелевой для промышленных предприятий. Оснащается вакуумным столом и мощной вакуумной воздуходувкой 520 м3час.
Цена – по запросу, возможна индивидуальная комплектация станка.

– размер рабочего поля 2000х3000 мм
– ход по осям XYZ: 2900x3900x1100 мм
– максимальный размер заготовки: 2000х3000х1000 мм
– шпиндель 5.5 кВт HSD (Италия) с керамическим подшипниками
– двухосевая поворотная голова на базе японских волновых редукторов
– централизованная автосмазка

Пятиосевой фрезер с чпу с двухосевой поворотной головой
– рабочее поле 2000х4000 мм
– ход по оси Z = 1100 мм
– сервопривода Delta с абсолютными энкодерами!
– цифровая стойка ЧПУ Delta NC311
– рабочий стол: стол с Т пазами из сплошной дюралевой плиты
– шпиндель 16 кВт HSD (Италия) с керамическим подшипниками
– двухосевая поворотная голова на базе японских волновых редукторов

Вертикальный обрабатывающий центр с ЧПУ (фрезер с чпу) G-2130-3VS – универсальный фрезерный станок c чпу для обработки алюминия и любых других материалов.
– размер стола 1300х3000 мм
– ход по вертикальной оси Z=350 мм
– шпиндель 11кВт

Фрезерный гравировальный станок с чпу (роутер 3х осевой) с автоматической сменой инструмента и вакуумным столом
– размер стола 1300х3000 мм
– вертикальная ось Z=350 мм
– рабочий стол: вакуумный
– шпиндель 9 кВт с керамическим подшипниками
5 осный фрезерный станок ЧПУ для модельной оснастки, литейных стержневых ящиков, обработки моделей для формовки заготовок
– рабочее поле 2000х3000 мм
– ход по осям XYZ: 2900x3900x1100 мм
– максим. габарит заготовки при 5ти осевой обработки: 2000х3000х800 мм
– сервопривода Delta с абсолютными энкодерами
– цифровая стойка Delta NC311
– рабочий стол: фанерный с Т пазами
– специализированный малогабаритный электрошпиндель 11 кВт HSD (Италия) с энкодером.
– двухосевая поворотная голова на базе японских волновых редукторов
Преимущества станков с ЧПУ от компании Gorelovskiy
Высокая скорость обработки
Рабочий ход фрезы до 20 000 мм в минуту, холостой ход — до 60 000 мм в минуту
Прецизионные сервоприводы с обратной связью
Шаг перемещения фрезы 0.01 мм, непрерывная обработка углов с плавным торможением и разгоном
Индивидуальное изготовление станков
Под задачи заказчика по его техническому заданию. Гарантия производителя — год. И пожизненное сопровождение станков нашего изготовления.
Качественные комплектующие с высокой надежностью
Огромный ресурс приводов, редукторов, шпинделя, направляющих и кареток от лучших мировых производителей
Отечественный производитель с большим опытом
Мы находимся в России и занимаемся строительством станков более 12 лет. Благодаря своему опыту можем предложить готовое решение даже в сложных ситуациях
Гарантия и обслуживание
На первом запуске обучаем заказчиков управлению станком. Проводим установку, гарантийное и послегарантийное обслуживание, снабжаем запчастями к станкам. Срок гарантии — 1 год
Фотографии и видео наших станков
ФОТО
ВИДЕО








Заказ станка на свое производство — серьезное решение.
Многие заказчики приезжают к нам на производство лично на завод, чтобы в очной беседе обговорить нюансы вашего станка. Это возможно.
Связаться с инженером


Отзывы наших клиентов
Отзыв от порезка.рф
Предприниматель из Ростова-на-Дону рассказывает об опыте сотрудничества с компанией Гореловский
Отзыв от компании занимающейся деревообработкой
Отзыв компании занимающейся обработкой МДФ щитов на ЧПУ станках компании Гореловский Gorelovskiy
Отзыв 5 осника на заводе АО КАФ г. Шумерля
Отзыв на станок с рабочим полем 3х7м для раскроя и обработка сэндвич панелей и других плоских и многослойных материалов
Отзыв ООО Мебельный стиль о компании Гореловский
С 2012 года плотно сотрудничаем с ООО Мебельный стиль. Рады быть полезными
Ответы на часто задаваемые вопросы
Что представляет собой ЧПУ-станок?
ЧПУ станок — это режущий или иной агрегат, закрепленный на подвижном суппорте. В зависимости от задачи и типа станка суппорт перемещается вдоль направляющих скольжения благодаря ременной, зубчатой или ШВП передаче. Для перемещения с помощью зубчатой передачи в системе используется шестерня рейка. На мотор, который задаёт позицию по оси, надевается шестерня, которая в зацеплении с рейкой выполняет перемещение.
Особенности заказа ЧПУ станков в компании Гореловский
Чтобы заказать у нас станки с программным управлением, отправляйте запрос на электронную почту, в WhatsApp или позвонить нам: 8 (863) 333-43-52.
В сообщении может быть ТЗ или название нашего базового станка
Наш инженер выявляет ваши потребности, нюансы производственного процесса и подбирает станок, подходящий под ваши задачи и бюджет.
Как сделать заказ
- Звонок либо отправка заявки на сайте. Перезвоним вам в кратчайший срок.
- Подбор станка под ваши задачи из наших базовых моделей. Для ускорения работы вы можете заранее ответить на уточняющие вопросы:
- какие изделия вы планируете производить на ЧПУ станке (название, ссылка, по возможности — чертеж или фотография),
- из какого материала,
- какими будут габариты заготовки (от этого зависит размер рабочего поля),
- число осей — 3, 4 или 5-осевой ЧПУ станок,
- на поворотной оси (осях) должен быть шпиндель или нет,
- нужны ли опции автоматической смены инструмента,
- требуется ли вакуумный стол для прижима листового материала.
Также вы можете указать модель станка (ссылку), выбранного у нас на сайте.
- Разработка конструктивной схемы и 3D-модели вашего будущего станка
- Производство станка с ЧПУ по подписанной спецификации.
- Подготовка комплекта техдокументации: паспорт станка, схема электрических соединений, инструкция по эксплуатации.
- Испытания работы на станке, изготовление тестовой детали.
- Обучение вашего персонала эксплуатации ЧПУ станка и техническому обслуживанию.
Виды ЧПУ станков от компании Гореловский
Наша компания занимается проектированием и изготовлением фрезерных станков с ЧПУ. В зависимости от технического задания и производственных задач клиента мы подбираем или проектируем станок, который сможет оптимально решать поставленную задачу.
Базовый и самый популярный вид станков с ЧПУ — трехосевые модели. У них 3 степени свободы, вертикальный шпиндель и есть возможность перемещения по осям X, Y и Z. Это позволяет обрабатывать заготовку с одной стороны. В зависимости от высоты по оси Z и длины режущего инструмента можно фрезеровать достаточно объемные заготовки, используя один такой станок.
Для решения более сложных задач и для оптимизации производства мы предлагаем 4-осевые станки. Базово такое оборудование делится на ЧПУ станки с наклонным шпинделем и 3-осевые ЧПУ станки с дополнительной поворотной осью.
Первый тип благодаря поворотному шпинделю даёт возможность обрабатывать изделия больших размеров с трех сторон. Благодаря разработанной нами системе лазерного сканирования возможно также проводить нужные операции с гнутыми заготовками, фрезеруя перпендикулярно к поверхности.
Благодаря системе сканирования можно строить работу с объемными изделиями без необходимости отрисовывать в CAD-программах заготовку. С этой задачей справляется лазерный сканер. Получая 2D-траекторию в плоскости, он преобразует её для работы с 4-ой осью поворотного шпинделя.
Второй тип 4-осевых станков — модели с поворотной осью. Она позволяет обрабатывать заготовку с 4 сторон за одну установку. Если ось располагается на столе, то имеет достаточно большой недостаток по ограничению по диаметру, который должен быть меньше хода по оси Z. При установке токарной оси в одной плоскости со столом половина заготовки всегда расположена ниже хода по оси Z, что позволяет обрабатывать большие по габариту изделия.
5-осевой ЧПУ станок универсален, он позволяет решать любые задачи. Шпиндель такого станка может не просто наклоняться вправо и влево, но и вращаться вокруг оси Z. Такое устройство позволяет производить обработку любых самых сложных изделий.
Преимущества использования ЧПУ-станков
Быстродействие и повторяемость системы. ЧПУ станок работает намного быстрее классических устройств, где оператор контролирует процесс и следит за позицией резца или фрезы. Станок с программным управлением не может сделать 2 разные детали по одному и тому же заданию. С учетом допусков на повторяемость машина всегда выдает одинаковые изделия.
Производительность. На ЧПУ станке легко масштабировать производимые изделия в единицу времени. Для этого нужно разработать и внедрить модель с несколькими режущими шпинделями. Самыми популярными являются ЧПУ станки с 4 шпинделями.
Исключение человеческого фактора. Оператор для работы на классическом станке без ЧПУ должен иметь высокую квалификацию (фрезеровщика, токаря или резчика по дереву), чтобы изготавливать детали требуемого качества. ЧПУ станком может управлять оператор, которому не требуется специальная профессиональная подготовка и большой опыт. Задания для ЧПУ пишет инженер-технолог. Это позволяет масштабировать производство без оглядки на поиск высококвалифицированных сотрудников.
Рассчитать стоимость
Заказать прайс-лист
Связаться с инженером
Купить